

联系我们

当前位置:
[广州]宏钜天成钢管有限公司 >
广州本地每News
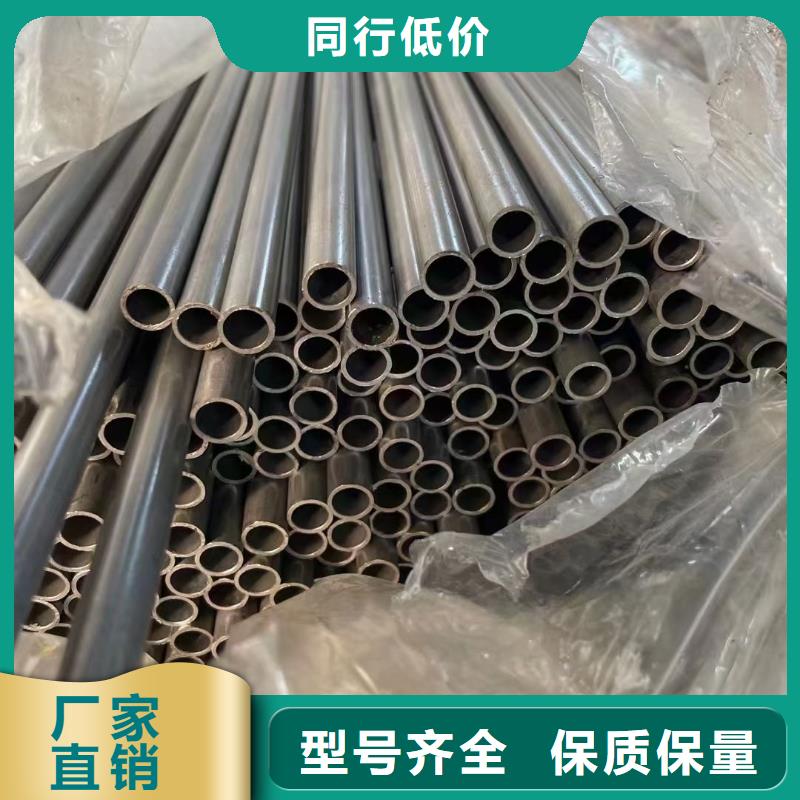
12Cr1MoVG无缝管品质保证GB5310-2008
发布时间:2024-06-16 12:49:08 浏览次数:2 公司名称:[广州]宏钜天成钢管有限公司
以下是:12Cr1MoVG无缝管品质保证GB5310-2008的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |
以下是:12Cr1MoVG无缝管品质保证GB5310-2008的图文视频


12Cr1MoVG无缝管品质保证GB5310-2008,广东省广州市宏钜天成钢管有限公司为您提供12Cr1MoVG无缝管品质保证GB5310-2008,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,请联系广东省广州市宏钜天成钢管有限公司,发货地:经济开发区辽河路东首兴隆钢管市场发货到广州。 广东省,广州市 广州市地处中国华南地区、珠江下游、濒临南海,地理坐标介于东经112°57′~114°3′、北纬22°26′~23°56′之间,属南亚热带季风气候,气候温和,海洋性气候特征显著。广州市为丘陵地区,地势东北高西南低,背山面海,北部是丘陵山区,东北部为中低山地,中部是丘陵盆地,南部为沿海冲积平原。
想要全面了解12Cr1MoVG无缝管品质保证GB5310-2008产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:12Cr1MoVG无缝管品质保证GB5310-2008的图文介绍


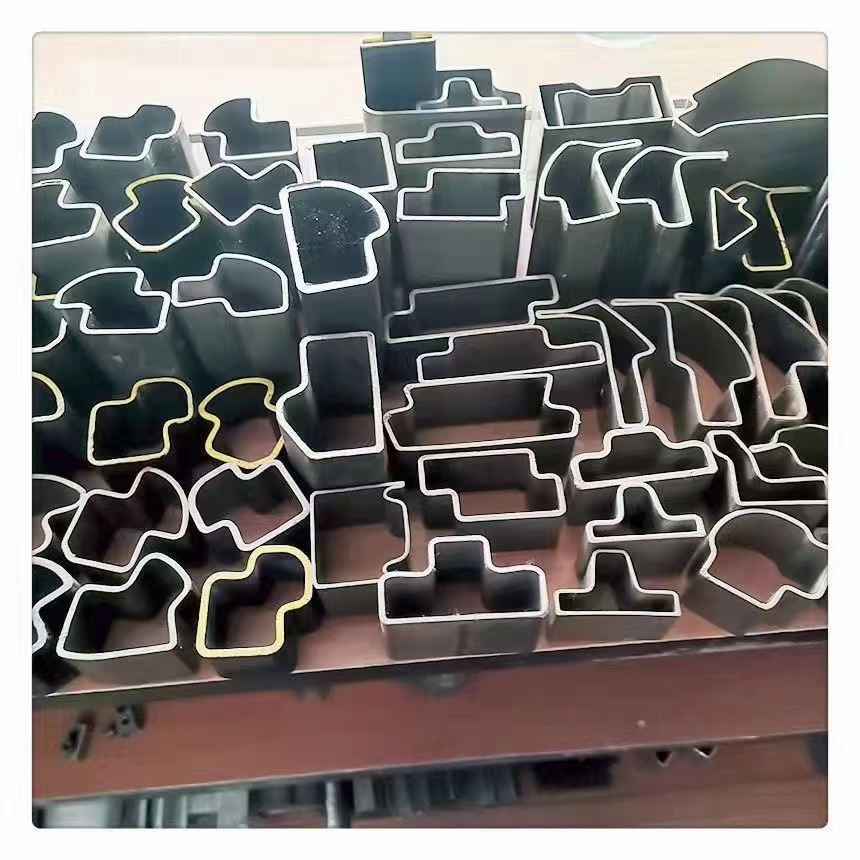
热轧无缝管一般在主动轧管机组上出产。实心管坯经查看并铲除表面缺点,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的效果下,管坯内部逐渐形成空腔,称毛管。再送至主动轧管机上持续轧制。经均整机均整壁厚,经定径机定径,达到标准要求。使用接连式轧管机组出产热轧16mn厚壁无缝钢管是较的办法。 热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的表里表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应铲除掉,铲除后不得使壁厚和外径逾越负差错。 钢管的两端应切成直角,并铲除毛刺。壁厚大于20mm的钢管答应气割和热锯切开。经供需双方协议也可不切头 。
12Cr1MoVG无缝管品质保证GB5310-2008


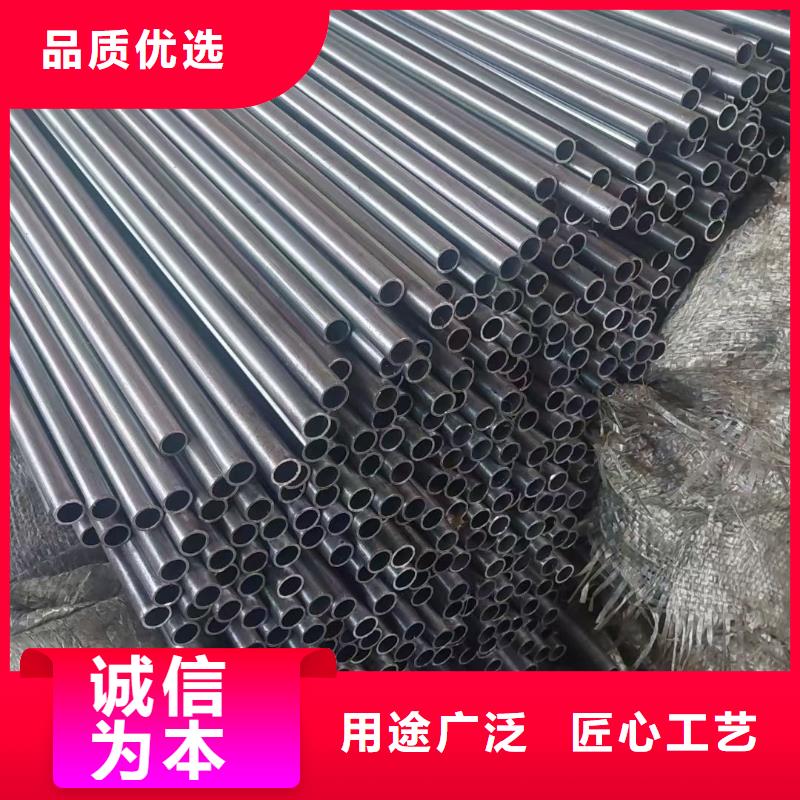
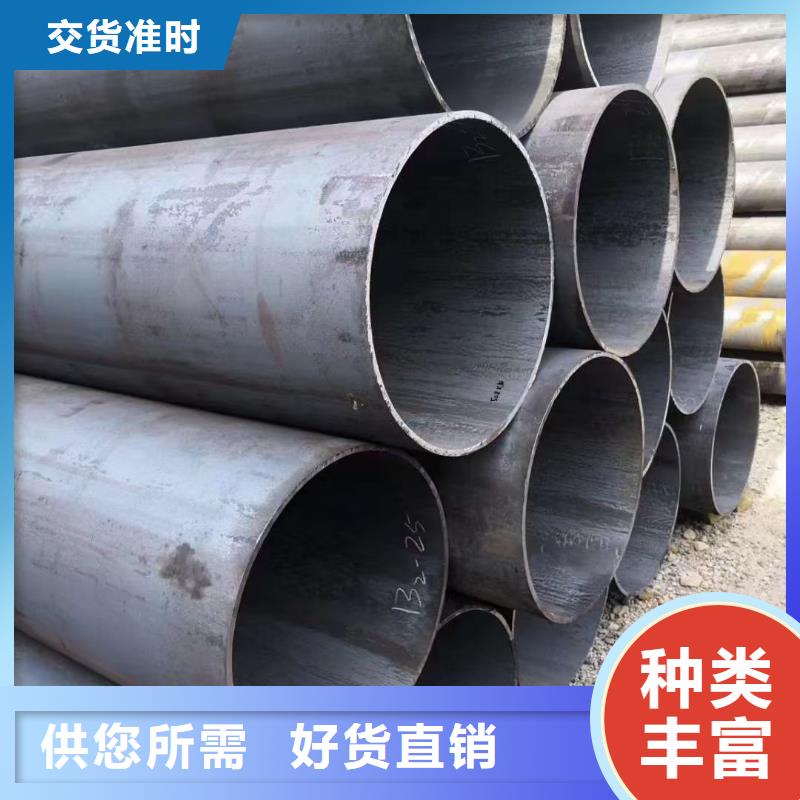
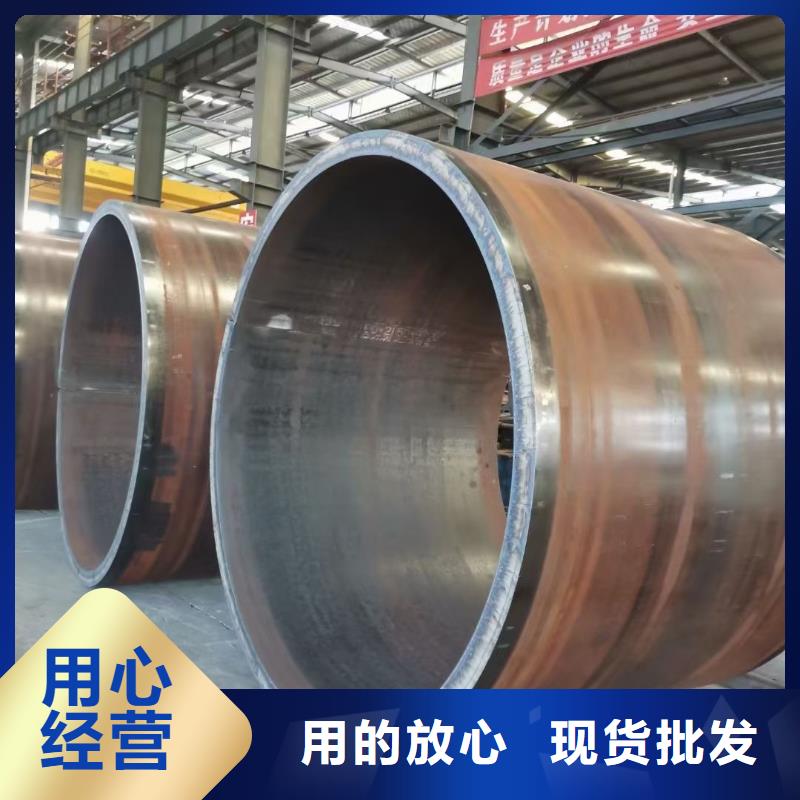
无缝钢管工艺流程 卫生级镜面管工艺流程: ??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 ??厚壁工业管工艺流程: ??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
选购12Cr1MoVG无缝管品质保证GB5310-2008来广东省广州市找广东省广州市宏钜天成钢管有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:肖经理-0527-88266888,{QQ:616223113},地址:经济开发区辽河路东首兴隆钢管市场。